- >>兩相步進(jìn)電機(jī)
- >>無刷電機(jī)
- >>三相步進(jìn)電機(jī)
- >>行星減速機(jī)
- >>直流無刷電機(jī)
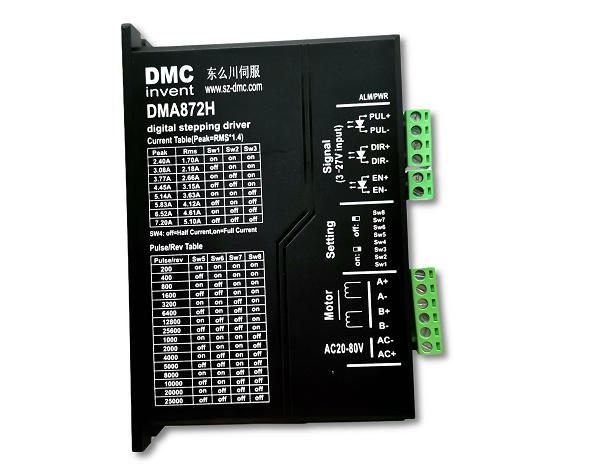
- >>兩相步進(jìn)驅(qū)動(dòng)器
- >>直流無刷驅(qū)動(dòng)器
- >>三相步進(jìn)驅(qū)動(dòng)器
- >>直流無刷伺服驅(qū)動(dòng)器
- >>韓國GGM電機(jī)減速機(jī)

深圳市東么川伺服控制技術(shù)有限公司
電話:0755-29030191
郵箱:983847136@qq.com
地址:深圳市龍華區(qū)東環(huán)一路天匯大廈D棟306房
應(yīng)用步進(jìn)電機(jī),設(shè)計(jì)一個(gè)簡(jiǎn)單的自動(dòng)剪線裝置
發(fā)布時(shí)間:2021-04-22 09:01:22
應(yīng)用案例:
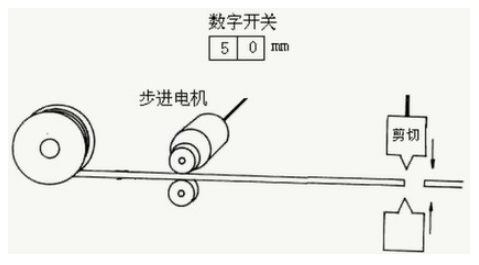
在某系統(tǒng)中,要求對(duì)某種成圈的線材按固定長度裁開。裁剪的長度可以通過數(shù)字開關(guān)設(shè)置(O~99mm),切刀的時(shí)間是1s鐘。試設(shè)計(jì)這一系統(tǒng)。 滾軸的周長是50mm。
系統(tǒng)設(shè)計(jì):
1.步進(jìn)電機(jī)的選擇。步進(jìn)電機(jī)的選擇主要考慮二個(gè)方面,一是電機(jī)的功率,要求能拖動(dòng)負(fù)載,在本系統(tǒng)中,要把成圈的線材拖動(dòng)。決定于電機(jī)的工作電流,工作電流越大,功率就越大。
2.是要選電機(jī)的步距角。但是如果選擇帶細(xì)分功能的驅(qū)動(dòng)器,步距角就沒有多大的意義,因?yàn)橥ㄟ^細(xì)分可以改變步距角。
3.我們選擇兩相步進(jìn)電機(jī)。步距角是1.8,設(shè)置為5細(xì)分,所以電機(jī)旋轉(zhuǎn)周是 1000個(gè)脈沖, 每個(gè)脈沖走0.05mm。也就是電機(jī)剛還轉(zhuǎn)一周,如果我們要切斷的長度是65MM的話,那么我們就直接調(diào)整輸入的脈沖個(gè)數(shù)為1300個(gè)就可以了。
選擇PLC:
我們可以選擇FX1N或FX2N系列的PLC,但必須是晶體管式,因?yàn)橹挥芯w管式的才能產(chǎn)生高頻脈沖。才能驅(qū)動(dòng)電機(jī)旋轉(zhuǎn)。
我們選擇FX2N系列的PLC。
根據(jù)系統(tǒng)接線,Y0輸出脈沖,Y1控制方向,Y3脫機(jī)信號(hào)。Y4切刀信號(hào)
數(shù)字開關(guān)接在X0~X7。啟動(dòng)按鈕是X10,停止按鈕是X11,X12是脫機(jī)按鈕。
分析:
1.數(shù)字開關(guān)設(shè)置長度mm (D0)
2.轉(zhuǎn)化成脈沖數(shù)D0/50x1000=20Xd0
3.通過PLSY (PLSR)指令產(chǎn)生脈沖,送給驅(qū)動(dòng)器,使步進(jìn)電機(jī)轉(zhuǎn)動(dòng)。
3.完成移動(dòng)的距離,M8029接通,切刀動(dòng)作,1秒后,電機(jī)又轉(zhuǎn)動(dòng)。
4.完成加工的數(shù)量或者按下停止按鈕,電機(jī)停止。
梯形圖:
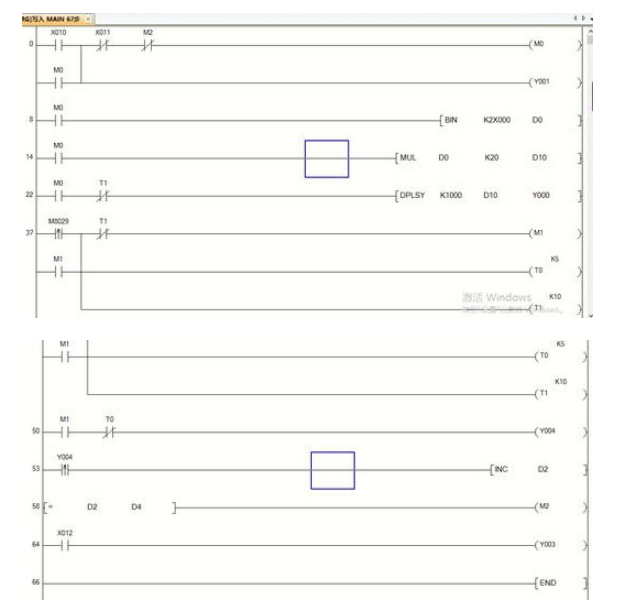
在這里X10為啟動(dòng)信號(hào),當(dāng)我們按下的時(shí)候M0接通并自鎖,同時(shí)接通Y1,Y1在這里是電機(jī)的方向信號(hào),如果大家按下Y1后發(fā)現(xiàn)電機(jī)轉(zhuǎn)動(dòng)的方向和我們?cè)O(shè)定的方向不一樣,那么我們就需要把Y1設(shè)為OFF,X11為停止按鈕,M2的功能我們給大家留個(gè)懸念后面再給大家解釋,(BIN ,K2X000,D0)表示的是把數(shù)字開關(guān)里面的數(shù)據(jù)寫到D0里面去。(MUL,D0,K20,D10)表示的是把D0數(shù)字開關(guān)里面的數(shù)據(jù)乘于20,那么得到的數(shù)據(jù)D10就是我們需要的脈沖個(gè)數(shù),(DPLSY K1000 D10 Y0)表示的是32位操作數(shù),因?yàn)榍懊娉顺鰜淼慕Y(jié)果可能比較大所以我們需要利用32位操作,在這里K1000表示的是脈沖的頻率,D10是脈沖的個(gè)數(shù),Y0是脈沖的輸出點(diǎn)。
當(dāng)脈沖產(chǎn)生完畢后M8029就會(huì)接通,M1得電再把T0,T1接通,然后Y4得電開始切刀,T0開始計(jì)時(shí)半秒,因?yàn)榘朊腌姷肚邢氯ヒ呀?jīng)綽綽有余了,計(jì)時(shí)時(shí)間到了后Y4斷電,刀自動(dòng)收回,T1繼續(xù)計(jì)時(shí),當(dāng)達(dá)到1秒鐘后把M1斷開,這樣就完成了一個(gè)切刀的動(dòng)作,然后斷開脈沖指令,又開始從新產(chǎn)生脈沖,在這里我們可以這樣理解,電機(jī)卷了50mm的紙后,切刀自動(dòng)切紙,然后再收回,T1的作用是間斷產(chǎn)生脈沖,因?yàn)槊}沖產(chǎn)生夠了后,就會(huì)停止產(chǎn)生脈沖,所以我們需要把DPLSY這條指令從新接通一下,從新再開始脈沖。Y4的上升沿開關(guān)表示的是記錄切刀的次數(shù),然后再把D2和D4進(jìn)行比較,在這里D4的作用是方便我們用觸摸屏控制,如果我要切200刀,那么直接設(shè)置D4等于200就可以了,當(dāng)?shù)搅?00刀后M2斷開,設(shè)備停止運(yùn)轉(zhuǎn)。X12是脫機(jī)按鈕。
產(chǎn)品推薦:兩相步進(jìn)電機(jī)



產(chǎn)品推薦:無刷電機(jī)








產(chǎn)品推薦:兩相步進(jìn)驅(qū)動(dòng)器






產(chǎn)品推薦:直流無刷驅(qū)動(dòng)器






 地址 ADDRESS
地址 ADDRESS